
High frequency and low loss communication cables are generally made of foamed polyethylene or foamed polypropylene as insulating material, two insulating core wires and a ground wire (the current market also has manufacturers using two double ground) into the winding machine, wrapping aluminum foil and rubber polyester tape around the insulating core wire and ground wire, insulation process design and process control, high-speed transmission line structure, electrical performance requirements and transmission theory.
Conductor requirement
For SAS, which is also a high-frequency transmission line, the structural uniformity of each part is a key factor in determining the transmission frequency of the cable. Therefore, as a conductor of high-frequency transmission line, the surface is round and smooth, and the internal lattice arrangement structure is uniform and stable to ensure the uniformity of electrical properties in the direction of length; The conductor should also have a relatively low DC resistance; At the same time should avoid due to wire, equipment or other devices caused by the internal conductor periodic bending or non-periodic bending, deformation and damage, etc., in the high-frequency transmission line, conductor resistance is the main factor causing cable attenuation (high-frequency parameters basic part 01- attenuation parameters), there are two ways to reduce the conductor resistance: increase the conductor diameter, the selection of low resistivity conductor materials. After the conductor diameter increases, in order to meet the requirements of the characteristic impedance, the outer diameter of the insulation and the outer diameter of the finished product are correspondingly increased, resulting in increased costs and inconvenient processing. In theory, using silver conductor, the outer diameter of the finished product will be reduced, and the performance will be greatly improved, but because the price of silver is much higher than the price of copper, the cost is too high to mass production, in order to take into account the price and low resistivity, we use the skin effect to design the conductor of the cable. At present, the use of tinned copper conductors for SAS 6G can meet the electrical performance, while SAS 12G and 24G have begun to use silver-plated conductors.
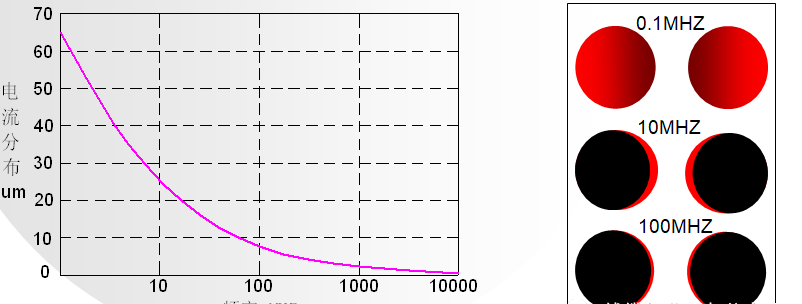
When there is alternating current or alternating electromagnetic field in the conductor, the current distribution inside the conductor will be uneven. As the distance from the conductor surface gradually increases, the current density in the conductor decreases exponentially, that is, the current in the conductor will concentrate on the surface of the conductor. From the transverse plane perpendicular to the direction of the current, the current intensity of the central part of the conductor is basically zero, that is, almost no current flows, and only the part at the edge of the conductor will have subcurrents. Simply put, the current is concentrated in the “skin” part of the conductor, so it is called the skin effect. The reason for this effect is that the changing electromagnetic field produces a vortex electric field inside the conductor, which is offset by the original current. The skin effect makes the conductor’s resistance increase with the increase of the frequency of alternating current, and leads to the reduction of the efficiency of wire transmission current, consuming metal resources, but in the design of high-frequency communication cables, this principle can be used to reduce metal consumption by using silver plating on the surface under the premise of meeting the same performance requirements, thereby reducing costs.
Insulation requirement
The same as the conductor requirements, the insulating medium should also be uniform, and in order to obtain a lower dielectric constant s and dielectric loss Angle tangent value, SAS cables generally use foam insulation. When the foaming degree is greater than 45%, chemical foaming is difficult to achieve, and the foaming degree is unstable, so the cable above 12G must use physical foaming insulation. As shown in the figure below, when the foaming degree is above 45%, the section of physical foaming and chemical foaming observed under the microscope, the physical foaming pores are more and smaller, while the chemical foaming pores are less and larger:
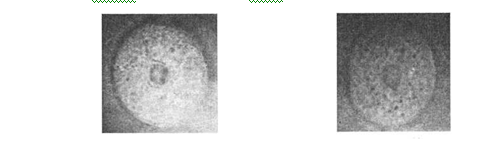
physical foaming Chemical foaming
Post time: Apr-20-2024





